„Wälzschleifen niederdruckaufgekohlter Zahnräder mit carbidhaltigen Randschichten“
FVA 329 VII, IGF-Nr. 19860 N
Das Ziel dieses Projektes war es, den Einfluss verschiedener, durch variierte Niederdruckaufkohlung (NDA) erzeugter, Wärmebehandlungszustände auf die technologischen Grenzen beim kontinuierlichen Wälzschleifen systematisch zu untersuchen und zu quantifizieren. Die Forschungsergebnisse ermöglichen eine Abstimmung der Wärmebehandlung und der anschließenden Schleifbearbeitung aufeinander, wodurch die Wirtschaftlichkeit der Prozesskette bei der Herstellung von Zahnrädern mit Einsatzhärtung im
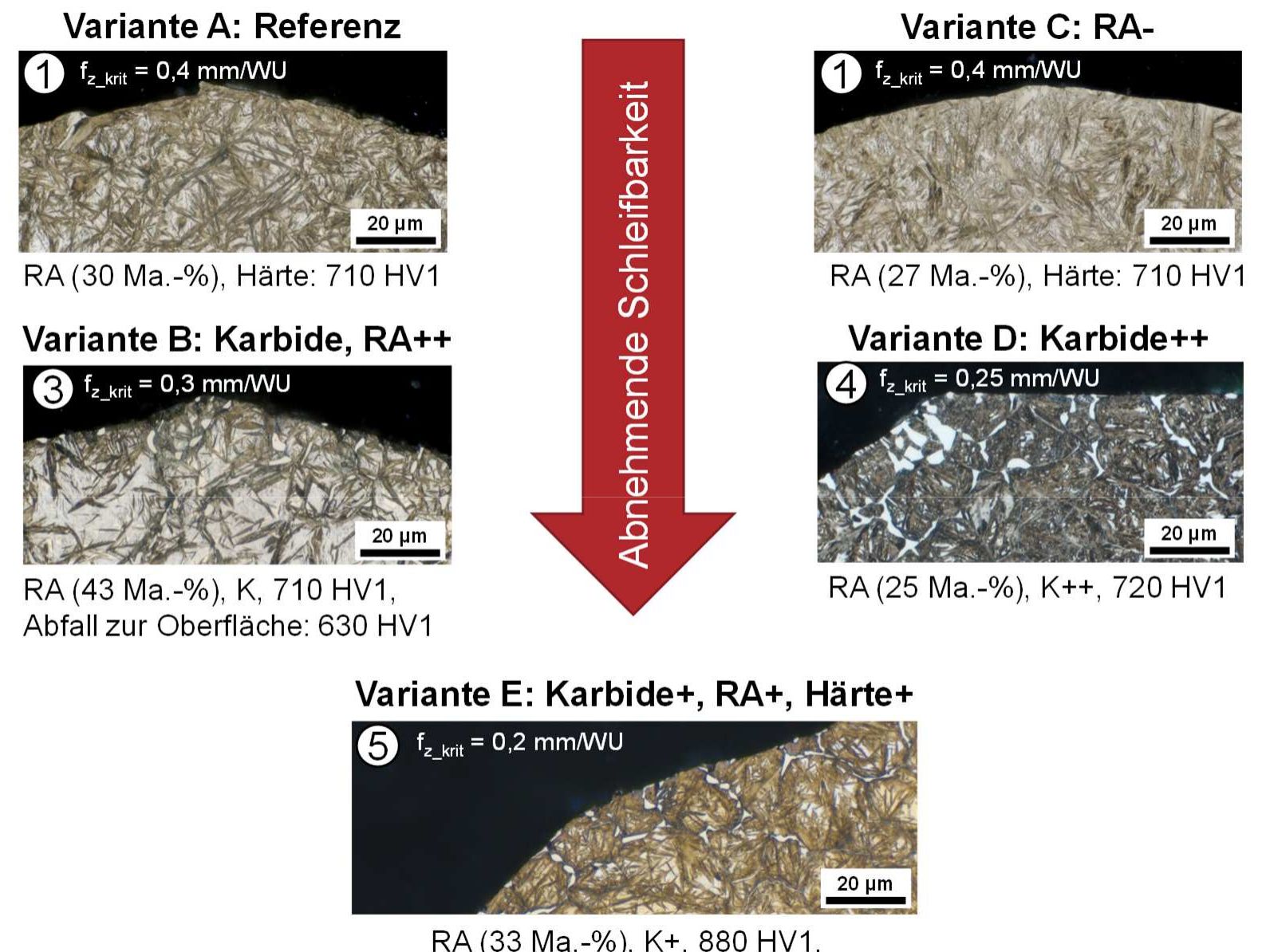
Niederdruck gesteigert werden kann. Zu diesem Zweck sind in den werkstofftechnischen Arbeitspaketen insgesamt fünf verschiedene Varianten der Niederdruck-Einsatzhärtung (industrieübliche Referenz + 4 Varianten mit Variation des Restaustenit- und Carbidgehalts sowie der Randschichthärte) gezielt eingestellt und die resultierenden Gefüge umfangreich charakterisiert worden.
Die gewählte fertigungstechnische Vorgehensweise zur Realisierung des Projektziels umfasst die Berücksichtigung sowohl eines Einflusses des eingestellten Randschichtgefüges auf den Werkzeugverschleiß (A) als auch auf die thermomechanische Prozessgrenze (B). Für (A) wurde eine spezielle Shiftstrategie gewählt, bei der der finale Schlichthub jeweils in einem Schneckenbereich erfolgt, in dem bereits der Schrupphub eines zuvor bearbeiteten Werkstücks durchgeführt worden ist, um somit den Verschleiß im Schrupphub ohne die Einwirkung der begleitenden höheren Schleifkräfte auf der Schleifschnecke abzubilden. Die Quantifizierung des Werkzeugverschleißes erfolgte jeweils vergleichend für alle Varianten im Wesentlichen anhand der resultierenden Profil-Winkelabweichung fHα und der Profil-Formabweichung ffα.
Zusätzlich wurden Einflüsse auf die Zahnweite und die Oberflächenrauheit berücksichtigt. Für (B) sind mit variierten Prozessparametern geschruppte Bauteile hinsichtlich thermomechanischer Randzonenschädigungen analysiert (Mikrogefügestruktur, Nitalätzung, Barkhausenrauschen) und klassifiziert worden. Mit Hilfe eines ergänzend durchgeführten Analogieversuches (Wälzschleifen mit Einzeleingriff, nur ein Kontaktpunkt pro Zeitpunkt in Eingriff) konnten zudem die wirkenden Schleifkräfte einem einzelnen Kontaktpunkt zugeordnet und unter deutlich reduziertem Einfluss von Maschinenschwingungen als Störgröße bestimmt werden. Diese Messwerte wurden zur Erstellung von individuellen P‘‘c–Δt–Diagrammen je Variante verwendet, in denen die kontaktflächenbezogene Schleifleistung P‘‘c über der Kontaktzeit Δt aufgetragen ist. Jeder Punkt der erzeugten Punktewolken wurde dem resultierenden thermomechanischen Schädigungsgrad zugeordnet, wodurch klare Grenzkurven je Variante als kritische Energieflussdichten P‘‘c,krit bestimmt werden konnten. Diese Grenzkurven stellen ein fundiertes Bewertungskriterium der Wälzschleifbarkeit verschiedenartiger Randschichtgefüge dar und ermöglichen dem Anwender die Rückrechnung kritischer Schnittwerte je Variante. Durch die gewählte Form der Auswertung konnte zudem eine Unabhängigkeit der Aussagen von Prozessvariablen wie z.B. der Anzahl verwendeter Schrupphübe oder dem Vorschub erreicht werden. Eine zusammenfassende Bewertung der Wälzschleifbarkeit der in diesem Projekt untersuchten NDA-Randschichtzustände kann dem Bild 1 entnommen werden.
Das IGF-Vorhaben IGF-Nr. 19860 N der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.