Wälzschälen mit kleinen Achskreuzwinkeln
FVA 661 III | IGF-Nr. 01|F21986 N
Untersuchung der Wirtschaftlichkeit und der technologischen Einsatzgrenzen des Wälzschälens für kleine Achskreuzwinkel II
In der modernen Getriebefertigung steigen die Anforderungen an Leistungsübertragung und Momentendichte. Dies erfordert zunehmend den Einsatz kompakter Bauteile. Das Wälzschälen bietet eine Möglichkeit, diese Bauteile wirtschaftlich zu fertigen. Allerdings ist dafür eine Reduzierung des Achskreuzwinkels erforderlich, was zu herausfordernden Schnittbedingungen führt. In diesem Forschungsvorhaben wurden daher ausführliche Untersuchungen zur wirtschaftlichen Prozessauslegung des Wälzschälens mit Achskreuzwinkeln kleiner als 10° durchgeführt.
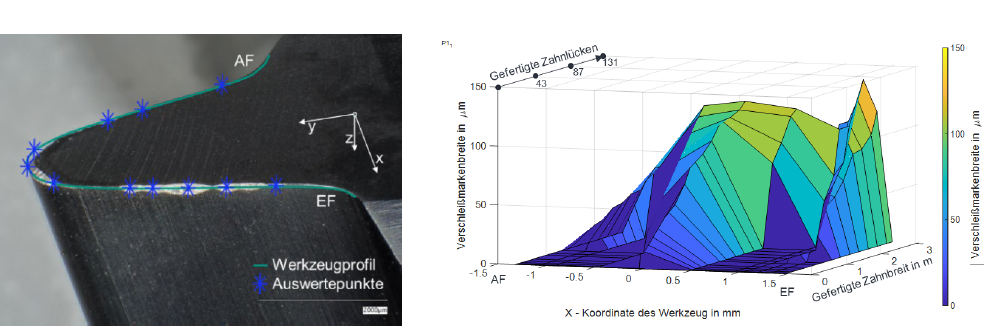
Das Hauptziel bestand darin, die wichtigsten Einflussgrößen zu identifizieren und ihre Sensitivität gegenüber Prozessgrenzen zu analysieren. Die ausgewählten Einflussgrößen umfassen den Achskreuzwinkel, den konstruktiven Kopffreiwinkel, den konstruktiven Spanwinkel, den Treppenwinkel, die Profilverschiebung und die maximale Spanungsdicke. Es wurden Analogieversuche mit Einzahn-Werkzeugen ausgelegt und durchgeführt. Die Verschleißentwicklung wurde an spezifischen Punkten kontinuierlich erfasst und als Kennfeld ausgewertet. Durch die Korrelation mit simulativ ermittelten lokalen Prozesswinkeln, -geschwindigkeiten und Spanungsdicken konnte ihr Einfluss auf die Standmenge im kritischen Achskreuzwinkelbereich umfassend abgebildet werden. Zur Erprobung von standzeitoptimalen Schnittstrategien bei gleichbleibendem Werkzeugprofil wurden weitere Untersuchungen an Innenverzahnungen durchgeführt.
Als Haupteinflussfaktor für das Verschleißverhalten wurde die Schneidkeilstärke identifiziert. Obwohl konstruktive Spanwinkel allgemein die Spanabfuhr verbessern, wirkten sie in den betrachteten Prozessen standzeitmindernd. Weiterhin wirkten sich größere negative Profilverschiebungen positiv auf die Standzeit aus. Die Prozessgrenze zwischen Abrasivverschleiß und Ausbruch wurde maßgeblich durch die maximale Spandicke, die Profilverschiebung und den Treppenwinkel des Werkzeugs bestimmt.
Um die Übertragbarkeit der Ergebnisse auf andere Bearbeitungsfälle zu ermöglichen, wurden Zusammenhänge zwischen den lokalen Prozesskenngrößen und den erreichbaren Standmengen dargestellt sowie Richtlinien für standwegoptimierte Prozesse erstellt. Die Kenntnisse zum Verschleißfortschritt wurden zudem für eine Modellierung zur Prognose des Werkzeugverschleißes verwendet. Das Ziel des Forschungsvorhabens wurde somit erreicht. Als Ergebnis liegen Aussagen über werkzeug- und prozessbezogene Einflüsse sowie Auslegungsrichtlinien für das Wälzschälen von Außen- und Innenverzahnungen mit kleinen Achskreuzwinkeln vor.
Im Zuge des Projekts wurde außerdem eine Methode zur Übertragung eines Wälzschälwerkzeuges auf unterschiedliche Werkstücke gleicher Normaleingriffsteilung auf der Basis einer Konus-Schraubradpaarung entwickelt. Es konnte gezeigt werden, dass die am Werkstück verbleibenden Profilabweichungen häufig eine Größenordnung unter den üblichen Profiltoleranzen liegen. Insbesondere für KMU stellt dieses Ergebnis einen Mehrwert zur Reduzierung der Werkzeugvielfalt und Kosten dar und erleichtert somit den Einstieg in die Technologie des Wälzschälens.
Das IGF-Vorhaben IGF-Nr. 01|F21986 N der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages mit den Mitteln der IGF gefördert.