Schleifbarkeit hoch restaustenithaltiger carbonitrierter Zahnräder
FVA 758 I, IGF-Nr. 18784 N
In diesem Projekt konnten ein deutlicher Einfluss des Randschichtgefüges auf die resultierende Schleifbarkeit (systematische Untersuchungen beim Profilschleifen sowie in Stichversuchen beim Wälzschleifen) nachgewiesen und erste Ursache-Wirkzusammenhänge aufgezeigt werden. Die Motivation, die Schleifbarkeit dieser WB-Varianten zu untersuchen, basierte dabei auf z.T. deutlich erhöhten Tragfähigkeiten (bis zu 15 %) im Vergleich zu konventionell einsatzgehärteten Zahnrädern (FVA 513 I). Untersucht wurden insgesamt 11 unterschiedliche Wärmebehandlungsvarianten, inklusive einer konventionell einsatzgehärteten Referenz.
Es zeigten sich reproduzierbare Trends in der Schleifbarkeit, welche auf einzelne Gefügebestandteile zurückgeführt werden konnten. Neben den bei der Hartfeinbearbeitung auftretenden Kräften, die u.a. mit dem Zusetzungsgrad des Schleifwerkzeuges korreliert wurden, ist ebenfalls die Veränderung des Gefüges an der Oberfläche untersucht worden. Zur Bestimmung der jeweiligen Standzeitgrenze war es dabei essentiell, die Entstehung thermischer Gefügeschädigungen zielsicher und reproduzierbar bestimmen zu können.
Die folgenden Hauptaussagen konnten bei diesem Vorgehen herausgearbeitet werden:
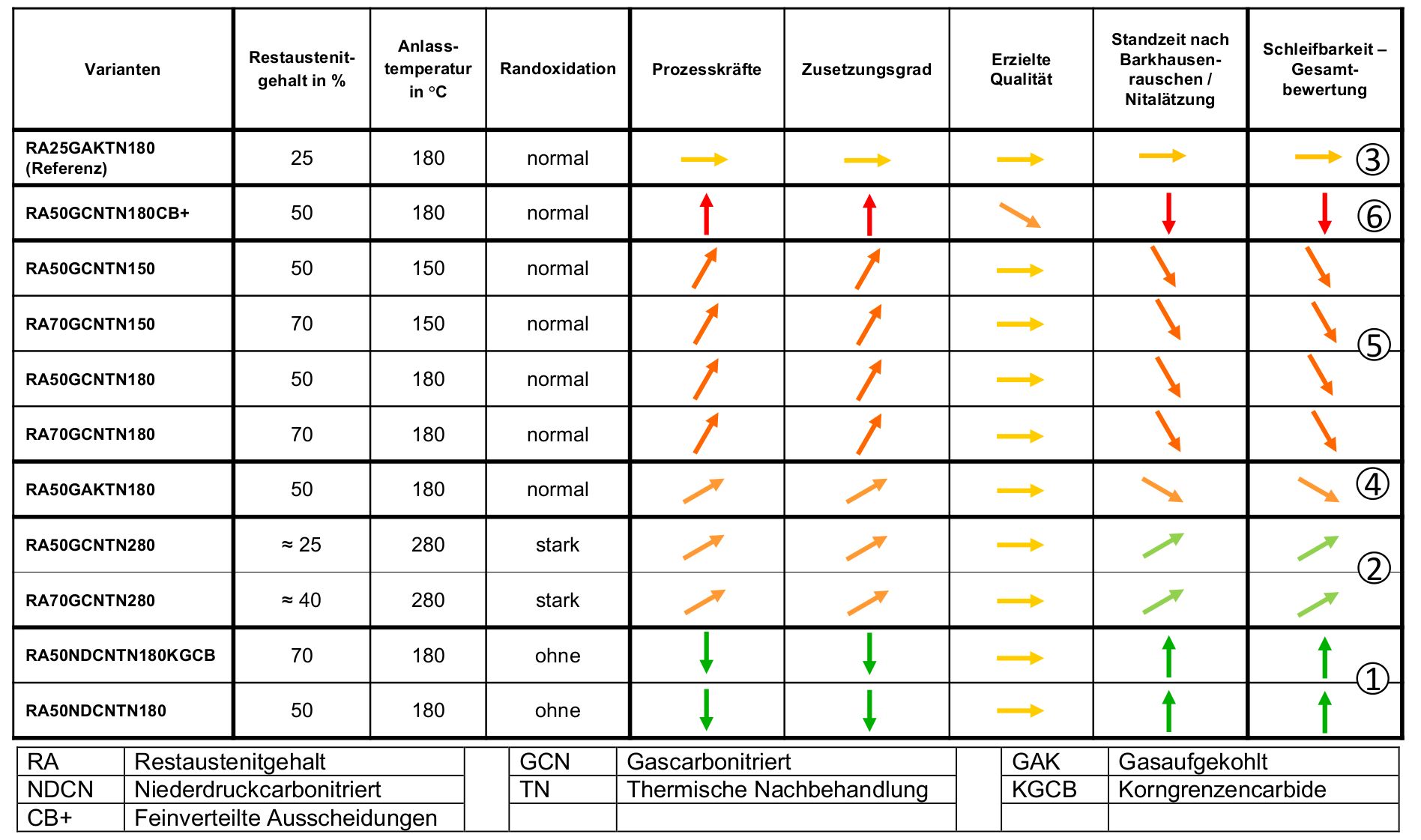
- Die Varianten lassen sich entsprechend der Wärmebehandlung bei der Hartfeinbearbeitung in insgesamt 6 sinnvolle Gruppen einordnen (vgl. Tabelle 1), was die Ableitung einzelner Auswirkungen der Gefügebestandteile auf die Schleifbarkeit ermöglicht:
- Die im Vakuumprozess wärmebehandelten Varianten ohne Randoxidationsschicht fallen bei den Schleifversuchen durch eine geringe Schädigung der Randschicht sowie hohe Standzeiten auf (Gruppe 1).
- Ein gesteigerter Restaustenitgehalt wirkt sich generell negativ auf das Schleifergebnis aus (vgl. Gruppe 3 zu Gruppe 4).
- Eine gesteigerte Anlasstemperatur (280 °C) führt zu einer verminderten und später eintretenden Randschichtschädigung (vgl. Gruppe 2 zu Gruppe 5).
- Carbonitrierte Varianten (vgl. Gruppe 5 zu Gruppe 4) sowie eine hohe Anzahl an feinverteilten Ausscheidungen (Gruppe 6) führten zu den schlechtesten Schleifergebnissen.
- Durch eine systematische Stellgrößenvariation konnten dabei für die schlecht schleifbaren, carbonitrierten Varianten durch Anpassung der Prozessführungsstrategie die nötigen Abrichtintervalle im Verhältnis zum industrienahen Referenzschleifprozess um rund 200 % verlängert werden. Der Einsatz einer alternativen Werkzeugspezifikation erlaubte zusätzlich ca. eine Verdopplung der resultierenden Standzeiten.
Das IGF-Vorhaben IGF-Nr. 18784 N der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert.