Optimierung der Werkzeuggeometrie beim Hochleistungswälzfräsen mit Hartmetall
FVA 581 III, IGF-Nr. 19182 BR
Der zunehmende Anteil von Doppelkupplungs- und Automatikgetrieben in der Automobilindustrie, gepaart mit dem Trend zu hohen Gangzahlen im Getriebe, bewirkt eine steigende Anzahl an Zahnrädern je Getriebe. Hierdurch müssen bei gleichen Maschinenkapazitäten mehr Zahnräder gefertigt werden, ergo muss die Produktivität pro Maschine erhöht werden. In Bezug auf die Großserienfertigung erfordert dies den Einsatz hochproduktiver Werkzeuge.
Aufbauend auf dem Vorgängervorhaben FVA 581 II wurden in diesem Vorhaben die geometrischen Elemente Kopffasen und Spannutensteigungswinkel bei Hartmetallwälzfräsern untersucht.
Innerhalb des Projektes wurden zwei Industrieverzahnungen mit dem Werkstückwerkstoff Einsatzstahl untersucht (Modul 1,23mm & 3,45 mm). Bei ersterem wurde, basierend auf dem industriellen Standardsschneidstoff, einem Feinstkornhartmetall (K30) mit einer (Al,Cr)N Beschichtung, das Substrat hinsichtlich Kornfeinung und Binderanteil variiert. Alle eingesetzten modifizierten Schneidstoffe konnten gegenüber dem Standard im Schlagzahnversuch keine Standlängenvorteile erzielen. Innerhalb der Substrate mit ultrafeinkörnigem WC brachte die Zunahme des Binderanteils von 8% bis 14% stets eine Verschleißreduzierung bzw. eine Standlängenverbesserung mit sich, erreichte jedoch nicht die Performance des Standards.
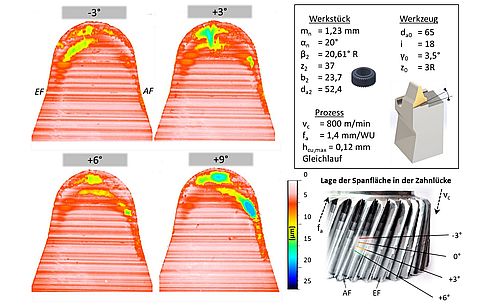
Ein weiterer Untersuchungsschwerpunkt war die Analyse der Geometrievarianten Kopffase und Spannutensteigungswinkel. Beide geometrischen Elemente führten bei Modul 1,23 mm zur Beeinflussung des Verschleißverhaltens. Mittels des Spannutensteigungswinkels konnte die verschleißkritische Flanke verlagert werden, vgl. Abbildung 1. Ferner führte die durch den Spannutensteigungswinkel veränderte Lage der Spanfläche in der Zahnlücke zu einer deutlichen Reduzierung von Oberflächendefekten auf der Werkstückflanke. Bei Modul 3,45 mm konnte die Anbringung einer Kopffase das Brechen des Schlagzahnes durch die Änderung der Krafteinbringung verhindern. Somit ist es bei dieser Verzahnung möglich, produktiver, also bei höheren Schnittparametern, und auch prozesssicherer zu arbeiten. Dem Anwender steht mit diesen Erkenntnissen die Möglichkeit zur Verfügung, den Wälzfräsprozess gezielt nach den jeweiligen Anforderungen der Verzahnung zu beeinflussen.
Das IGF-Vorhaben IGF-Nr. 19182 BR der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert
