Haftreibwerte für Pressverbindungen
FVA 912 I | Gefördert durch die FVA
Experimentelle Ermittlung realer Haftreibwerte für Pressverbindungen
Für die Auslegung von Pressverbindungen nach DIN 7190-I wird neben der Gestalt und Pressung innerhalb der Pressverbindung der Reibwert (nach Konvention für Pressverbindungen Haftbeiwert genannt) innerhalb der Kontaktfuge als Einflussgröße verwendet. Unzureichende Dokumentation über die Ermittlung dieser Kenngröße sowie fehlende Quellenbenennung vor allem für Querpressverbände lassen darauf schließen, dass die in der Norm verankerten Werte als sehr konservativ zu betrachten sind. Dies führt dazu, dass der Anwender beim Verwenden dieser Kenngröße das Potenzial seiner Verbindung ungenutzt lässt. Zur Optimierung von Welle-Nabe-Pressverbindungen stellt der Haftbeiwert in der Kontaktfuge durch Gestaltoptimierung und/oder eingeschränkten Bauraum außerdem häufig die einzig übrige Stellgröße zur Steigerung des übertragbaren Drehmoments dar. Eine Optimierung hinsichtlich der Bewertungsmethode für Haftbeiwert in Pressverbindungen bietet demnach viel Potential zur Steigerung der Leistungsfähigkeit dieser reibschlüssigen Verbindungen.
Das Ziel ist es, für den Anwender nachvollziehbare, statistisch abgesicherte Haftbeiwerte für Pressverbindungen zur Verfügung zu stellen. Hierfür werden verschiedene Materialpaarungen und Oberflächenfertigungsverfahren sowohl am Bauteil als auch am Modell untersucht. Die gewählten Varianten decken dabei häufig verwendete Kombinationen aus Einsatz- und Vergütungsstählen sowie einer Stahlguss-Paarung ab. Den Grundstein für die Bewertung der Haftbeiwerte legt hierbei die statistische Bewertung der ermittelten Kenngrößen, welche dem Anwender die notwendige Sicherheit beim Bewerten der Bauteilverbindung geben sollen.
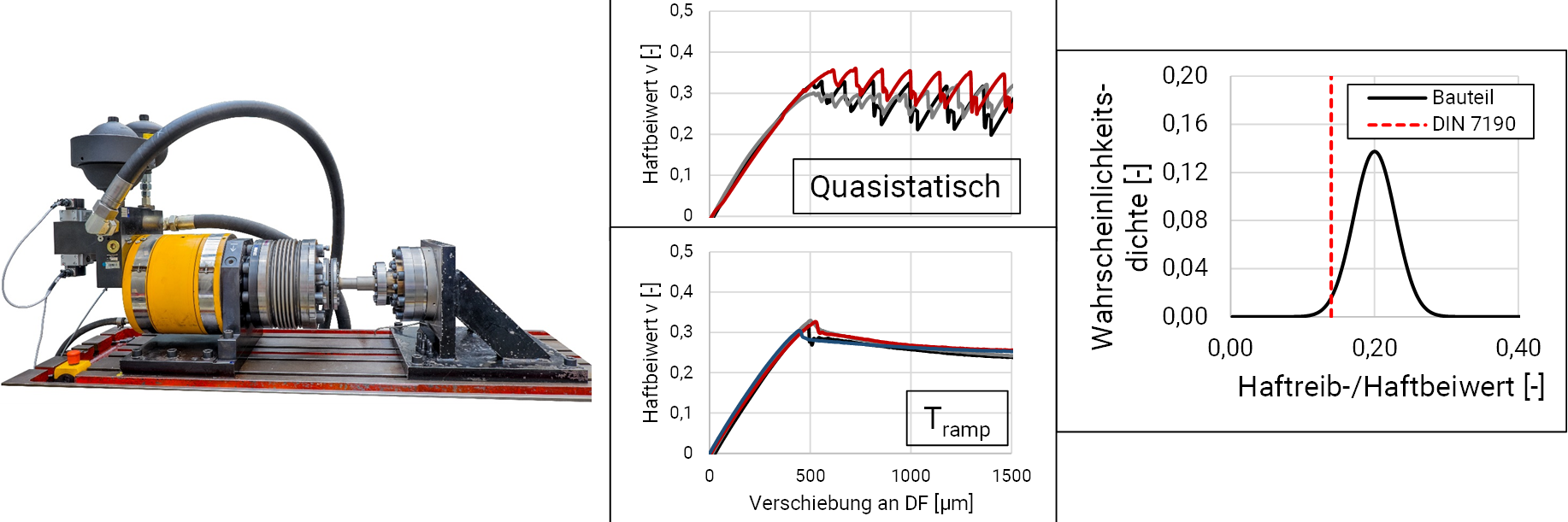
Bei der Ermittlung der Haftbeiwerte stellte sich neben der ungenauen Beschreibung in der DIN 7190-I bezüglich der Versuchsmethoden weiterhin heraus, dass keine genaue Beschreibung des Haftbeiwerts für rutschen gegeben ist. So zeigten sich charakteristische Änderungen des Reibverhaltens bei geänderten Versuchsbedingungen, welche zu gänzlich unterschiedlichen Haftbeiwerten führen. Für die vorhandenen Ergebnisse wurde ein Worst-Case-Ansatz gewählt, welcher das globale Minimum des gemessenen Torsionsmoments nach Initialversagen als Haftbeiwert für das Durchrutschen definiert. Dennoch zeigt sich für alle untersuchten Varianten eine Steigerung gegenüber den in der DIN 7190-I hinterlegten Haftbeiwerten.
Die erreichten Ergebnisse zeigen, dass die aktuell in der DIN verankerten Haftbeiwerte deutliches Optimierungspotential aufweisen. Es wurde eine Methode zur Ermittlung realer, statistisch abgesicherter Haftbeiwerte präsentiert, welche eine genauere Bewertung der Haftbeiwerte für Querpressverbindungen erlaubt. Dabei ist vor allem auf Einflussfaktoren wie Materialkombination, Oberflächenkonfiguration, Versagensfall der Verbindung und Fügeverfahren zu achten. Die Steigerung des Haftbeiwerts beträgt dabei über alle Varianten gemittelt ca. 40% gegenüber den in der DIN hinterlegten Haftbeiwerten. Die im Projekt ermittelten Haftbeiwerte stehen dem Anwender im vorgelegten Abschlussbericht zur Verfügung. So können reibschlüssige Verbindungen weiterhin hinsichtlich ihres übertragbaren Drehmoments optimiert werden.
Das Projekt 912 I der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde über Eigenmittel finanziert.