Diagonalschleifen
FVA 894 | IGF-Nr. 21054 BR
Optimierung und Bewertung der Standzeit beim Diagonal-Wälzschleifen mit Schränkungskontrolle
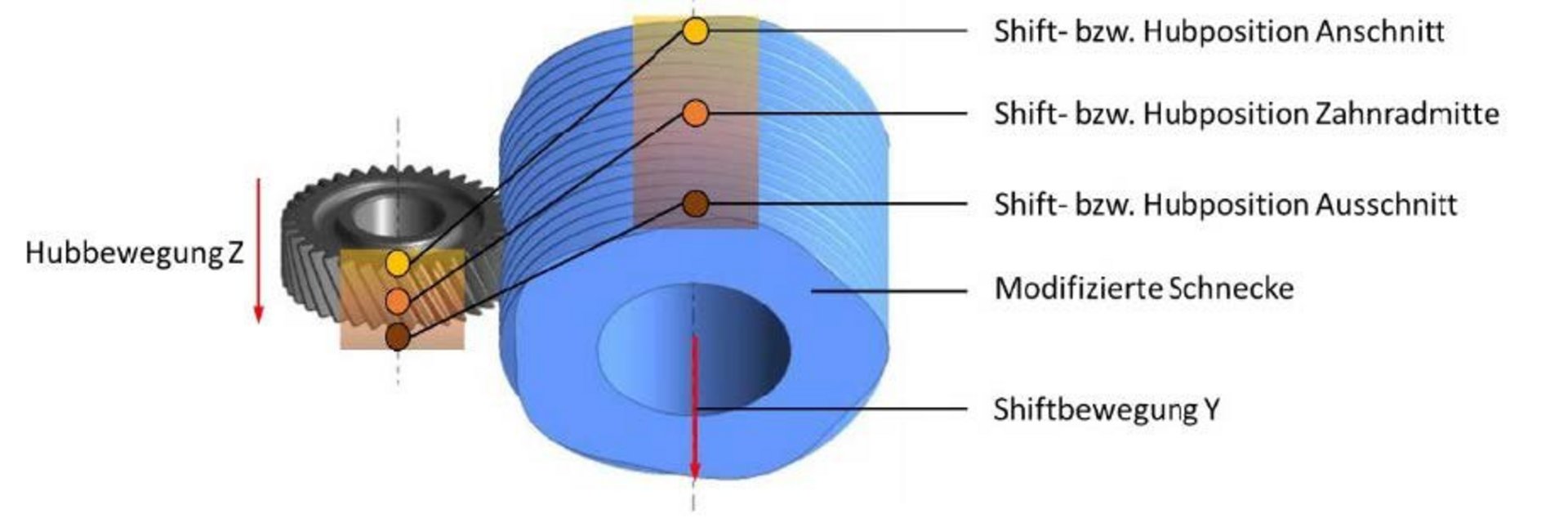
Stetig steigende Anforderungen nach Laufruhe, hoher Leistungsdichte und Lebensdauer bedingen eine Hartfeinbearbeitung von Verzahnungen. Dabei wird das Einsatzverhalten maßgeblich durch die dabei erzeugte Makro- und Mikrogeometrie bestimmt. Ein mögliches Verfahren zur Herstellung hoch modifizierter Verzahnungen ist das sogenannte Diagonalwälzschleifen oder auch topologische Wälzschleifen. Bei dem eine Schleifschnecke während des Abrichtens in Bereiche eingeteilt und vor allem im Eingriffswinkel modifiziert wird. Beim Schleifen selbst, wird dann über diese modifizierten Bereiche geshiftet, sodass jedem Punkt in breiten Richtung der Verzahnung ein spezieller Punkt der Schneckenoberfläche zugewiesen werden kann. Zum wirtschaftlichen Einsatz des Verfahrens ist es notwendig, die Bereiche mehrmals zu nutzen. Mit zunehmender Nutzung steigt jedoch der Verschleiß der Schleifscheibe und somit auch die der Einfluss auf das Einsatzverhalten der Verzahnung.
Um diesen Zusammenhang wissenschaftlich herzuleiten, wurde im Vorhaben FVA 894 I in an zwei Referenzverzahnungen der Einfluss des Diagonalverhältnisses beim Wälzschleifen untersucht.
Basierend auf den Ergebnissen der Grundlagenversuche wurde aufbauend auf dem am IWU vorhandenen Modell zur Simulation des Wälzschleifens ein Modul entwickelt, mit die Schneckenbelastung mit zunehmender Bauteilanzahl bestimmt werden kann. Auf Basis der dabei eingeführten Belastungskenngröße akkumuliertes flächenbezogenes Zerspanungsvolumen Vw´´ kann ein geometrischer Verschleiß des Schleifwerkzeugs und die daraus resultierenden geometrischen Abweichungen berechnet werden. Auf Grundlage der damit abgebildeten Zusammenhänge zwischen Verschleißverhalten und resultierenden Bauteileigenschaften, wurden Optimierungs-rechnungen durchgeführt. Mit Hilfe der dabei ermittelten Diagonalverhältnisse konnte in weiteren Versuchen die Zahnweitenabweichung von Referenzverzahnung 2 um bis zu 50% reduziert und die gemittelte Rautiefe um 10% gesenkt werden. Weiterhin konnte der Einfluss auf die Profil- und Flankenformabweichung reduziert werden.
Abschließend wurde eine Wirtschaftlichkeitsbetrachtung durchgeführt, bei der eine konventionelle Wälzschleifbearbeitung mit dem Diagonalwälzschleifen verglichen wurde. Dabei wurde festgestellt, dass die Kostenunterschiede der beiden Verfahren vor allem auf den erhöhten anteiligen Werkzeugkosten beim Diagonalschleifen zurückzuführen sind. Diese begründen sich in den verringerten Abrichtintervallen.
Das IGF-Vorhaben IGF-Nr. 21054 BR der Forschungsvereinigung Antriebstechnik e.V. (FVA) wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Klimaschutz aufgrund eines Beschlusses des Deutschen Bundestages gefördert.